地址:台州市台州湾新区东部新区聚洋大道 1788 号
电话:0576-89216169
传真:0576-82511998
手机:13905764878
邮箱:13905764878@139.com
官网:www.meizhoubao.com
碳纤维复合材料制品的成型工艺很多,高达数十种,其中,热压罐成型工艺是较为常见的一种成型方式,常被用作箱体、管 板等产品的制作。本文热压罐小编对碳纤维热压罐成型工艺做个简单的阐述。

热压罐工艺作为碳纤维复合材料构件的成型方法之一也被许多碳纤维复合材料零部件生产厂家大量使用。由热压罐工艺生立的复合材料制品占整个复合材料制品产量的百分之50以上,在航空航天领域的比重更是高达百分之80以上。除此以外,在电子、兵器、交通、体育装备和新型能源等高新技术领域也有着广泛的应用。
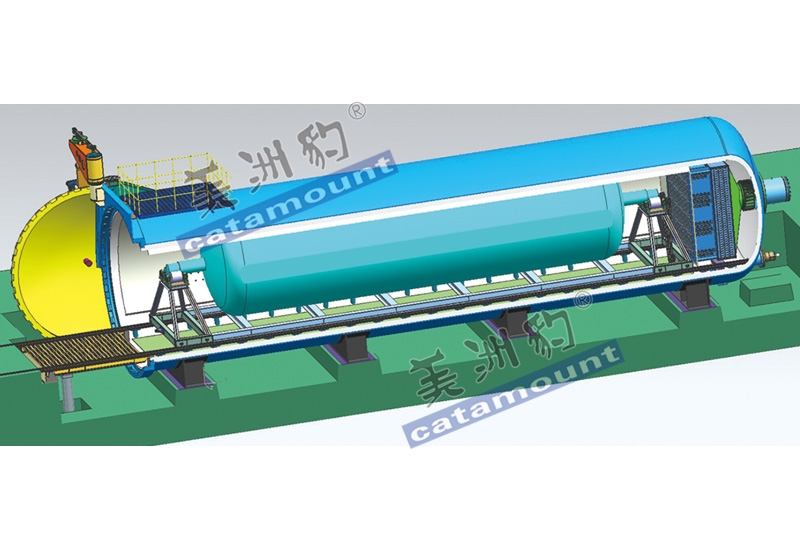
热压罐成型话用干复合材料结构、蜂窝夹层结构及金属或复合材料胶接结构的成型中。一般具有温度和压力控制精度高,成型工艺稳定、能耗低、操作和维护简单等优点,既适合于大面积复杂型面、板、壳,也适合干简单形状的板、棒、管、块,还可用干胶接装配,小型件可一次多件同时固化碳纤维箱体的制作流程大抵如此:将碳纤维预浸料按铺层要求铺放于模具上,铺层之后要将碳纤维箱体在模具上进行定位组装,封装真空袋。将封装好的碳纤维制品放入热压罐中。在真空状态下,经过热压罐设备升温、加压、保温、降温和卸压等程序,利用热压罐内同时提供的均匀温度和均匀压力实现固化,从而可以形成表面与内部质量高、形状复杂、面积巨大的碳纤维复合材料制件。
即使不同碳纤维制品在使用热压罐工艺时,方法与步骤类似,基本上都是按照铺叠毛坯件、制真空袋、真空检漏、工件入罐 开升温程序、加压、保温保压、降温、降压停机、工件出罐的顺序进行的,主要区 别在于模具的不同以及根据制品所需性能而设定的工艺参数。固化脱模后可对碳纤维制品通过目测和量具检测外观质量,借助超吉波、X-ray、红外等进行无损检测,通过显微观察和抽样测试进行破坏性检测值得注意的是,当罐内温度高于150℃或压力大于1MPa时就应采用惰性气体加压。在热压罐开始加压后,真空袋有可能会现漏气现象,遇到这种情况,应根据实际情况判断处理。如果是轻微漏气,则允许继续固化,并采用通大气措施减缓真空袋破裂,严重时应停机修补。