地址:台州市台州湾新区东部新区聚洋大道 1788 号
电话:0576-89216169
传真:0576-82511998
手机:13905764878
邮箱:13905764878@139.com
官网:www.meizhoubao.com
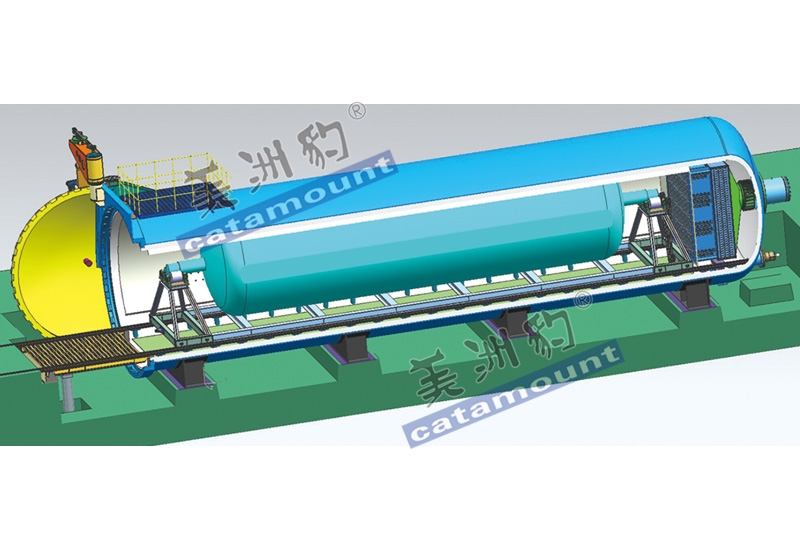
热压罐设备中很多的开关都是使用手柄进行控制的,其主要也是为了操作方便更加的直接从而使用了手柄,另外也有一些手轮、按钮等操作,一些机械传动方面的开关很多都是使用手柄或手轮,而电动操作等方面使用按钮进行相关的操作,我们今天来对热压罐生产时的开关操作作一下相关的介绍。

1、操作人员必须熟悉使用说明书规定,熟知操作手柄、手轮、按钮所在的位置,按规定顺序操作。
2、非热压罐设备的操作人员不得随意扳动手柄、手轮或按动按钮及其它相关机构。
3、产品进罐或工作结束时,需要关门的操作程序:
3.1、按住现场按钮箱“轨桥升”按钮,轨道桥升到位后自动停止(确认“桥升到位” 指示灯亮)。
3.2、按住现场按钮箱“罐门关闭”按钮,罐门关到位后自动停止(确认“门关到位” 指示灯亮)。
3.3、按住现场按钮箱“罐门转紧”按钮,罐门转紧到位后自动停止(确认 “门紧到 位”指示灯亮)。
3.4、向上扳动“安全装置”的手柄,手柄上扳到位为锁紧状态。(确认“安全装置到 位”指示灯亮)。
注:(不同的产品其相关的操作可能有着很小的区别但是大体的思路是一致的)。
4、产品出罐或工作完毕时,需要开门的操作程序:
4.1、产品固化完毕,仔细检查各安全联锁装置的状态。
4.2、待罐内压力到零压,将“安全装置”手柄“下扳”(因设备不同,手柄扳动方向 可能相反,具体见实物)到位为打开状态,放净控制气源管路内余气后,罐内余 压为零后,(操作台“零压指示”灯亮)方可进行下一步操作。
4.3、按住现场按钮箱“罐门转松”按钮,罐门开始转松,罐门转到安全齿位置时会自 动停止 5 秒时间,等待放出罐内余气。继续按“门转松”按钮,门转到位会自动停止。(确认 “门松到位”指示灯亮)。