地址:台州市台州湾新区东部新区聚洋大道 1788 号
电话:0576-89216169
传真:0576-82511998
手机:13905764878
邮箱:13905764878@139.com
官网:www.meizhoubao.com
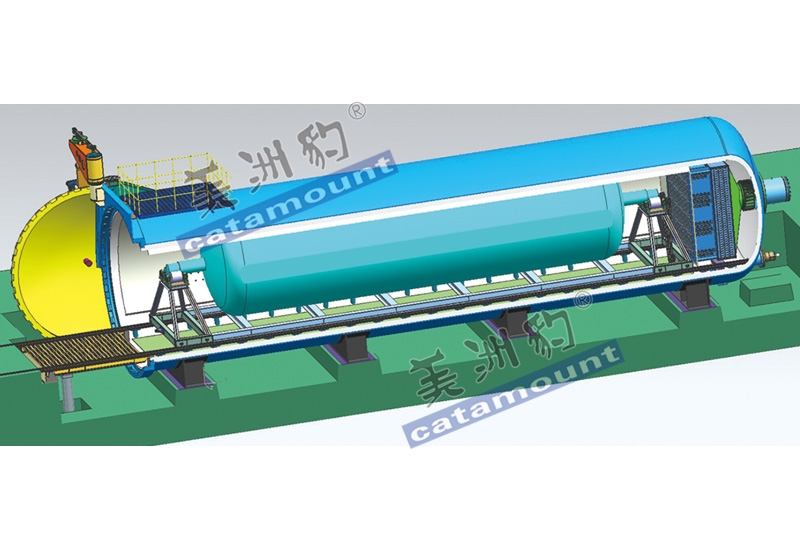
热压罐的主体是压力容器,在生产的时候尽量是由一张钢板来进行组成,但是其两侧以及筒体的对接处还是要使用焊接工艺。在其主体构造内的焊接工艺对各方面都有严格的规定:焊接方法、焊接槽、焊条类型和直径、焊接工艺参数、焊接顺序、焊缝层数、焊前和焊后处理、焊接环境要求和抗变形、抗变形措施。这种压力容器必须严格按照焊接时的要求。

浙江美洲豹特种设备有限公司根据热压罐和大型零件的焊接条件和焊接量,预先分析了焊接的变形尺寸和形状,制定了有针对性的严格控制措施:
1、对于多焊接接头的大部件,例如闸板组合头和由挡板组合的壳体过渡部分,除上述要求外,还应在焊接现场设置一个嘴形固定夹具。
2、对于具有多个焊缝的大型压力容器,例如球形容器,它们应在焊接前组装并连接在一起。焊接应对称并按照规定的焊接顺序进行。
3、对于压力容器,特别是复杂压力容器的组装,应采取合理的装配顺序和焊接防变形措施,以确保它们在制造过程中不会变形。
4、长截面和多截面焊接的压力容器,在切割圆筒时应适当释放接头的尺寸,以避免焊接壳体的缩短。
5、抗变形措施:根据实际经验或计算,焊接部分的变形在与焊接变形相反的方向上反转。预变形量刚好在焊接后偏移。具体方法是:压力容器筒接头的纵向接头当压头端时,反向变形量保持在与焊接变形方向相反的方向;组合的翻盖头和过渡部分模具的尺寸被认为抵消了焊接变形的变形量。
虽然我们了解了热压罐焊接注意事项但是对于非热压罐生产厂家来说只能是进行了解一下而不要自己去进行相应的焊接,改造压力容器是非法的,即便是我们山东鑫泰鑫智能作为压力容器制造企业对于已经售出的压力容器也不能随意的进行改造。